内外涂塑钢管
|
通用颜色: |
绿色 |
品牌: |
复 宗 |
|
单位: |
米或根 |
规格: |
DN15-600 |
|
涂层表面: |
光滑,均匀、无暗泡、无麻 |
常规压力: |
0.1Mpa—2.5Mpa |
|
|
点、无褶皱、无裂纹 |
涂层材质: |
环氧树脂(阻燃) |
|
连接方式: |
丝扣式、沟槽式、双金属连接、焊接式、法兰式 |
|
应用领域: |
银行、医院、学校、办公楼、航空、交通等领域所涉及的消防喷淋系统 |
详细介绍
产品简介
内外涂塑钢管厂家首先要质量过硬,其次要诚信,再其次服务周到!
诚信和服务,都是可以通过时间累积看出来。那么质量如何去判断?
内外涂塑钢管外观判断法:
涂覆层应光滑平整,无划痕、无裂纹及针孔和粘附异物等缺陷。涂层厚度均匀。
弯曲试验
DN≤50mm的涂覆钢管进行弯曲试验。管段试件长度为(1200±100) mm。
在温度为(20±5) ℃的环境下,以钢管公称通径的8倍为曲率半径,弯曲角度为30o,在弯管机或模具上进行弯曲。弯曲试验时管内不带填充物,焊缝位于弯曲主面的侧面。
试验后,从弯曲圆弧的中部将试件剖开,检查内涂层,涂层应无剥落、断裂。
压扁试验
DN>50 mm的涂覆钢管进行压扁试验。管段试件尺寸长为(50±10) mm。
在温度为(20±5) ℃的环境下,如图1所示,将试件置于两平板之间,在压力试验机上逐渐压缩至两平板间距离为试件外径的五分之四,压扁时涂覆钢管焊缝垂直于载荷施加方向,检查内涂层,涂层应无剥落、断裂。
针孔试验
管段试件长度约为1000 mm,用电火花检漏仪对钢管涂层在规定试验电压下进行检查,涂层厚度不大于0.4mm,试验电压为1500 V,涂层厚度大于0.4 mm,试验电压为2000 V。检查有无电火花产生。
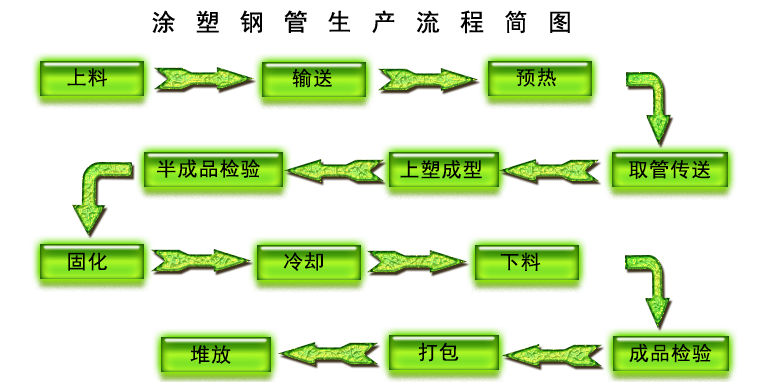
工艺流程涂塑钢管
将钢管整齐排列在上料架上,通过链轮输送到烘道进行预热,预热温度300℃,时间15分钟。再次传送到上塑口进行成型。检验后进行固化,自然冷却后下料,再次成品检验后打包,堆放。
安装方式
1、丝扣连接;2、法兰连接3、沟槽卡箍连接4.、双金属连接 (特殊领域需要直接烧焊时本公司提供技术 指导)。
参照标准:(CECS125:2001)《建筑给水钢塑复合管管道工种技术规程》――设计、安装、检验、验收。
相关推荐
欢迎在线提交您的留言
我们会在24小时之内与您联系